Hello
As promised to announce that NGCGUI the possibility of a greater number
of variables working properly. I set the value of
/ / Subroutine parameters
# define INTERP_SUB_PARAMS 30
# define INTERP_SUB_ROUTINE_LEVELS 10
# define INTERP_FIRST_SUBROUTINE_PARAM 1
/ / Max number of local variables saved (?)
# define MAX_NAMED_PARAMETERS 60
as follows
/ / Subroutine parameters
# define INTERP_SUB_PARAMS 60
# define INTERP_SUB_ROUTINE_LEVELS 10
# define INTERP_FIRST_SUBROUTINE_PARAM 1
/ / Max number of local variables saved (?)
# define MAX_NAMED_PARAMETERS 120
I wrote a large number of random numbers in the form subroutines.
Subroutine did not report an error, and even tried to do something.
Loading Image... Loading Image...
Loading Image...
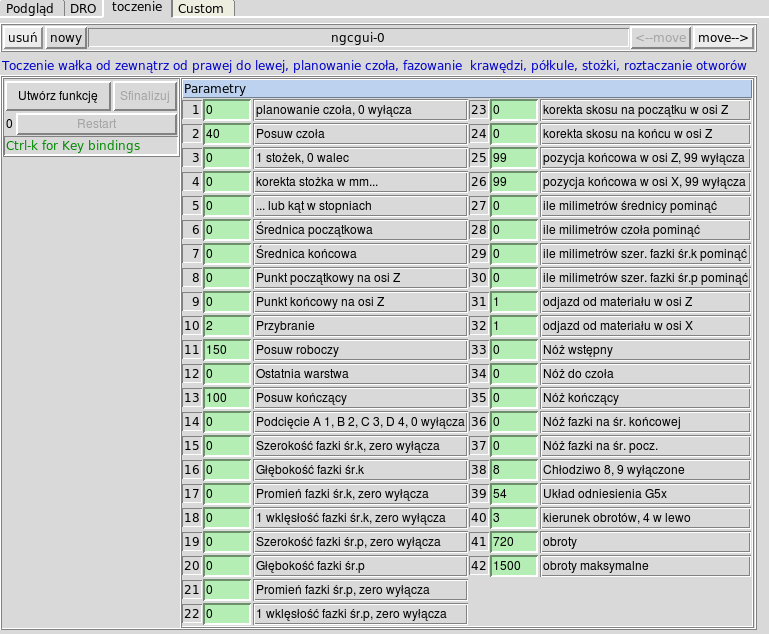
I'll try to show you what she can
Loading Image...
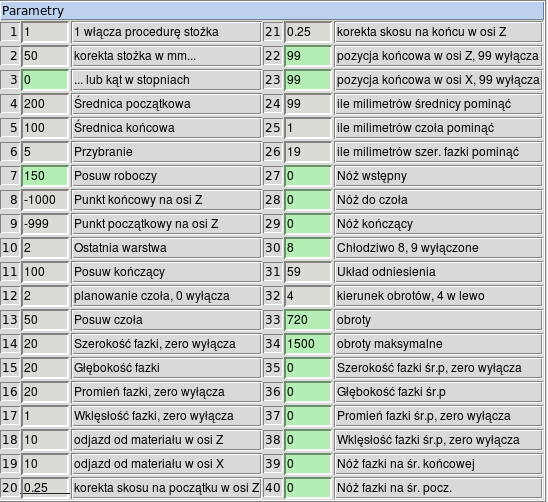
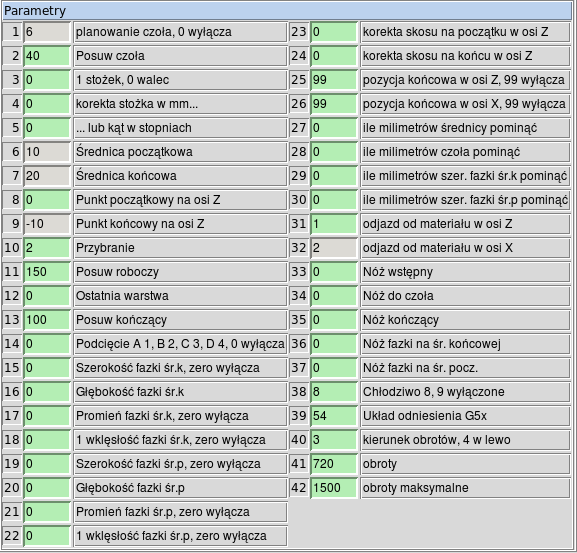
This is the form subroutines. You can create it, but it will not do
anything until it enters the data.
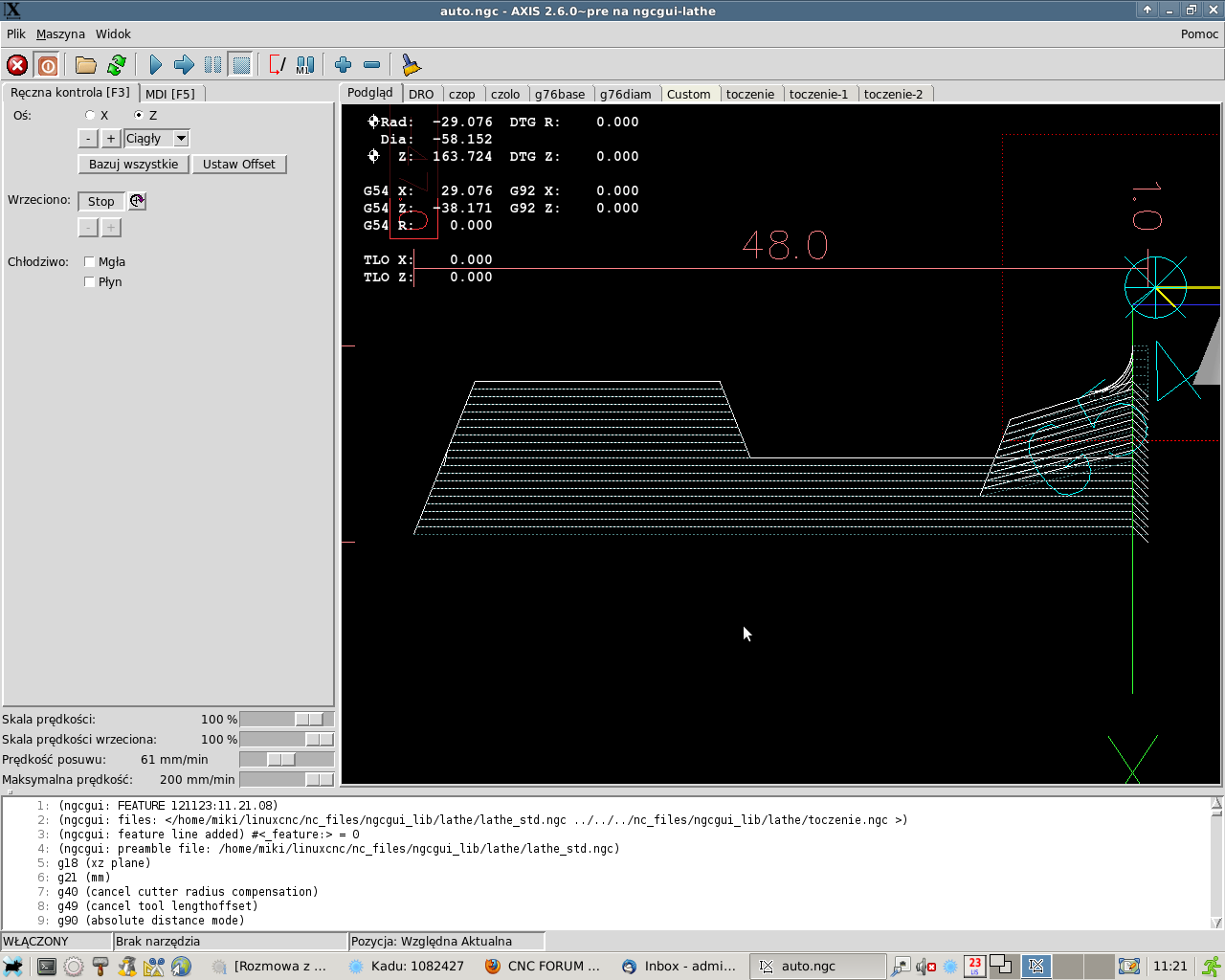
Let's start with the operation face - I think it's called what I called
"Planowanie czoła". Sorry, my Englisch is poor.
Screenshots reveal more.
Loading Image... Loading Image...
Loading Image...
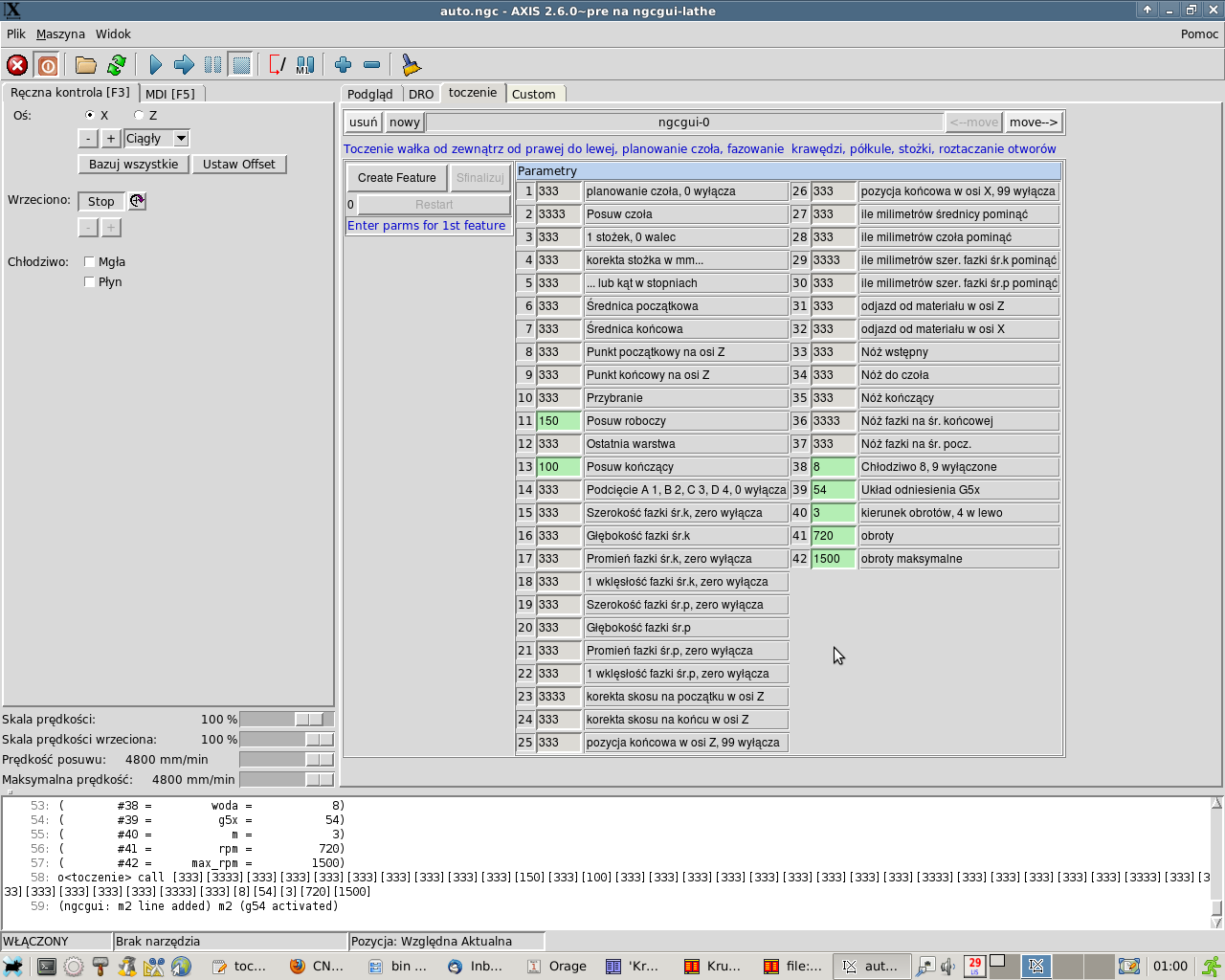
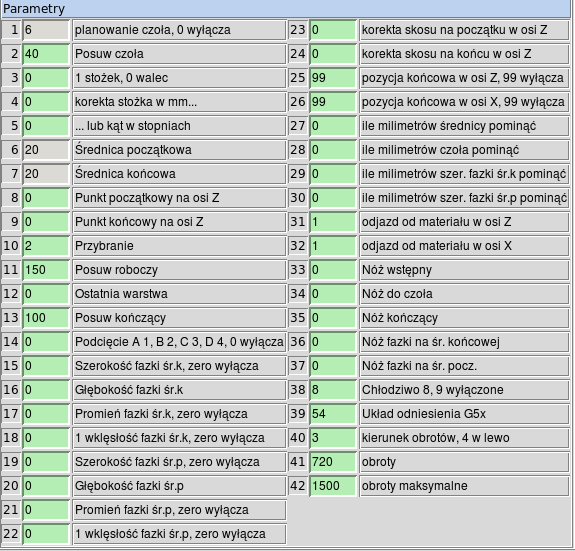
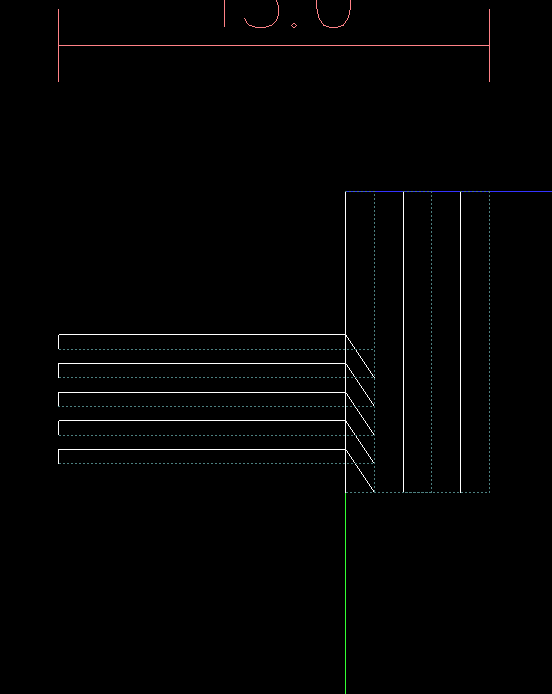
I entered 3 values . Procedure face always ends on the Z axis zero
Typing 6 in the first window gave scope for the Z axis from 6mm to 0
Filled in two successive fields with initial diameter of 20 mm and a
final diameter of 20 mm. Informed in this way, a subroutine that is not
cylindrical or conical roll.
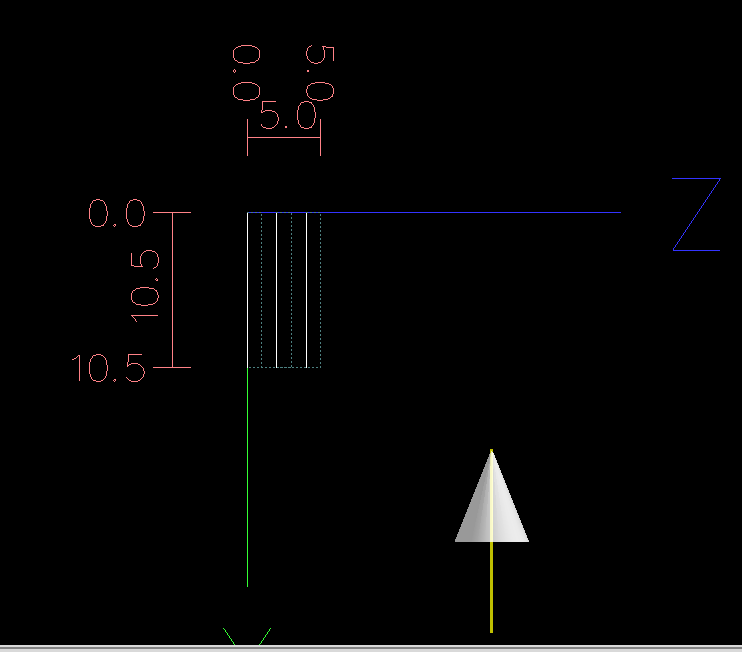
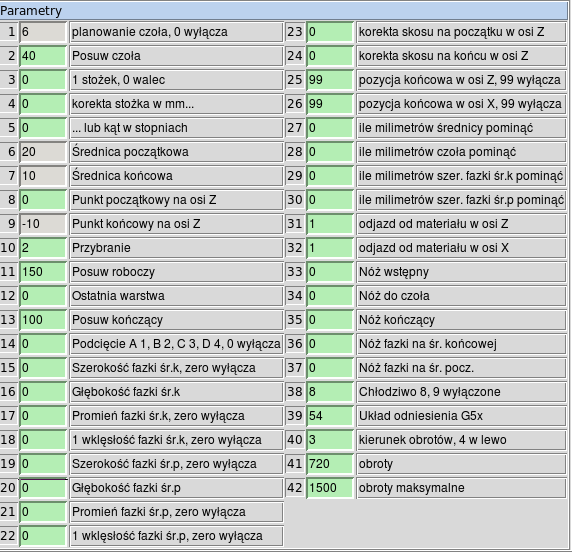
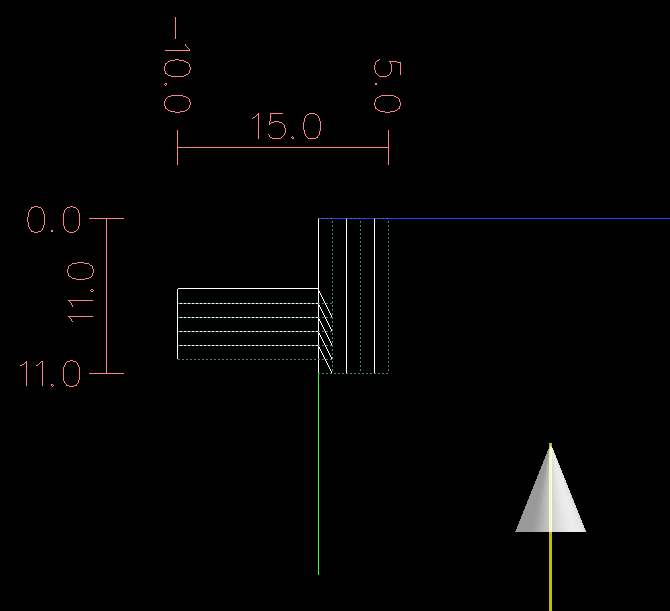
I changed the value of the final diameter of 10 mm. I gave the value of
the end point on the axis of -10 mm.
Loading Image... Loading Image...
Loading Image...
Subroutine performs 'od'. Need to improve the departure from the
material in the X axis.
http://www.cnc.info.pl/pics/dae8a68ee991.png
Loading Image...
Altering the initial diameter smaller than the final diameter.
Subroutine does "in".
Loading Image... Loading Image...
Loading Image...
Automatically disabled face surgery.
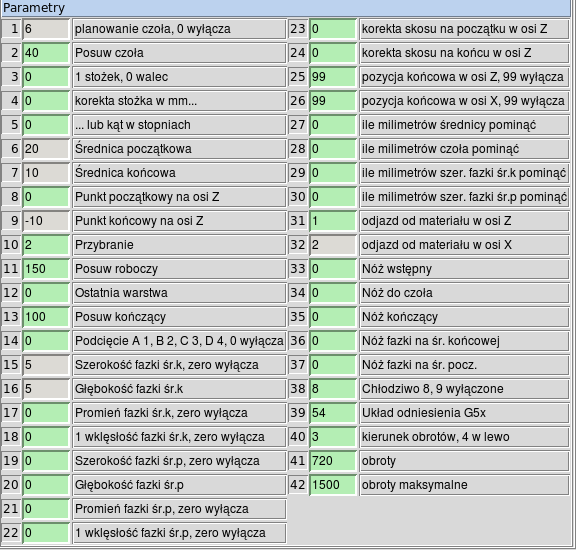
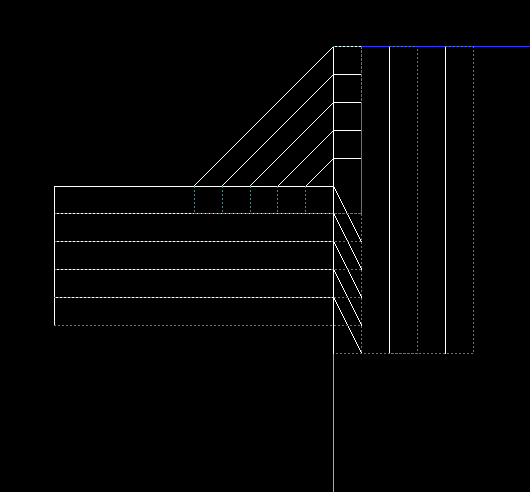
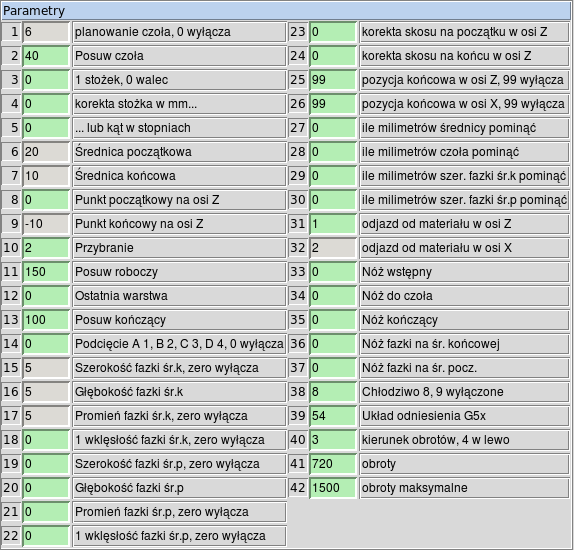
We return to the "od" and add the taper on the diameter of the final
Loading Image... Loading Image...
Loading Image...
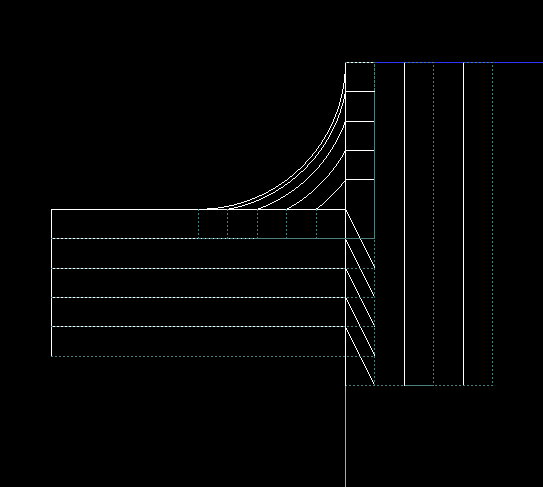
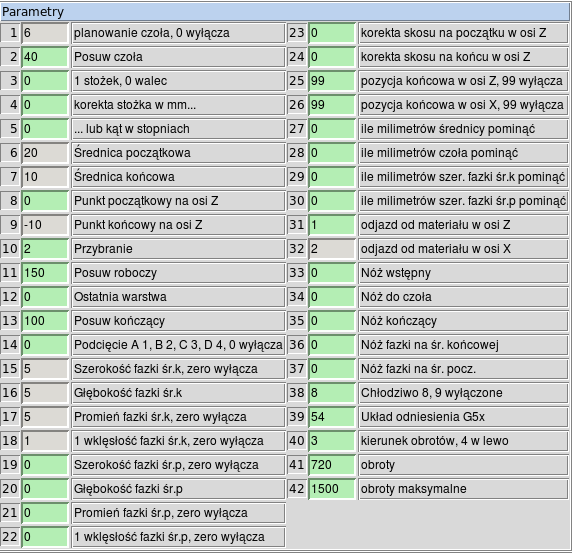
Add radius, and we have a hemisphere.
Loading Image... Loading Image...
Loading Image...
Select "1" concavity
Loading Image... Loading Image...
Loading Image...
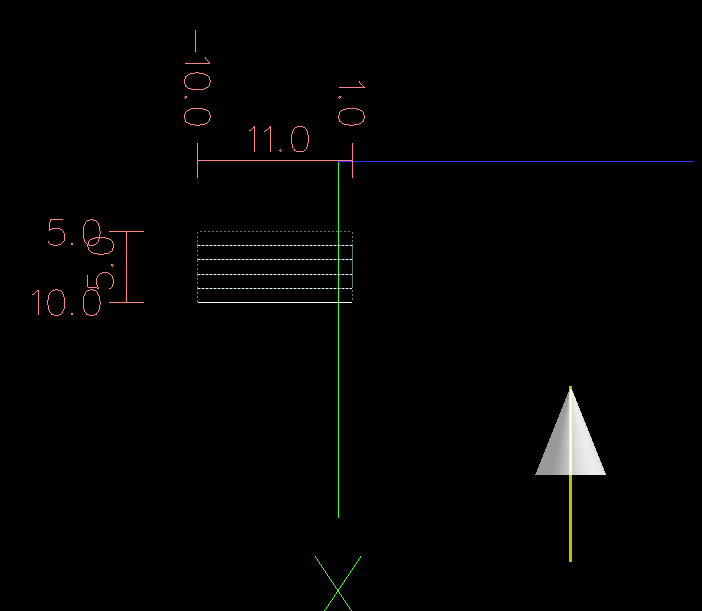
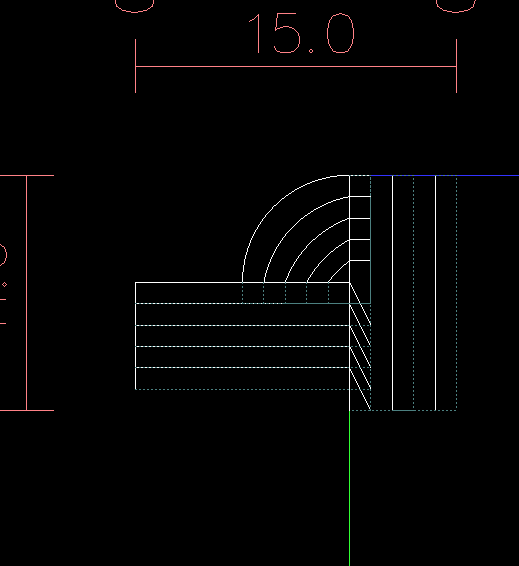
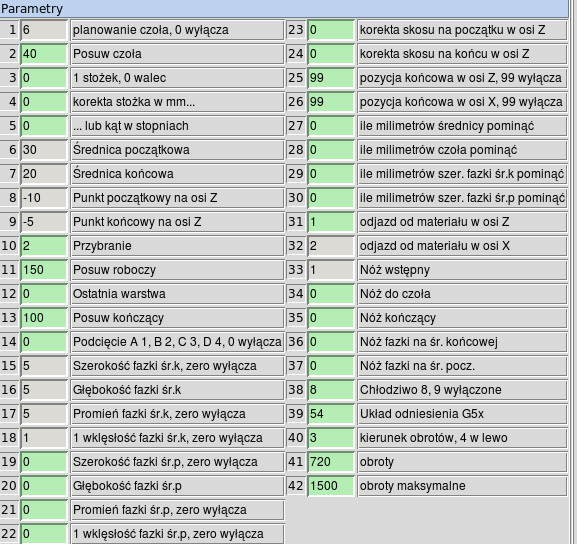
Changing the starting position on the Z axis at -10 mm, the end position
on the Z axis to -5 mm and select the tool number 1
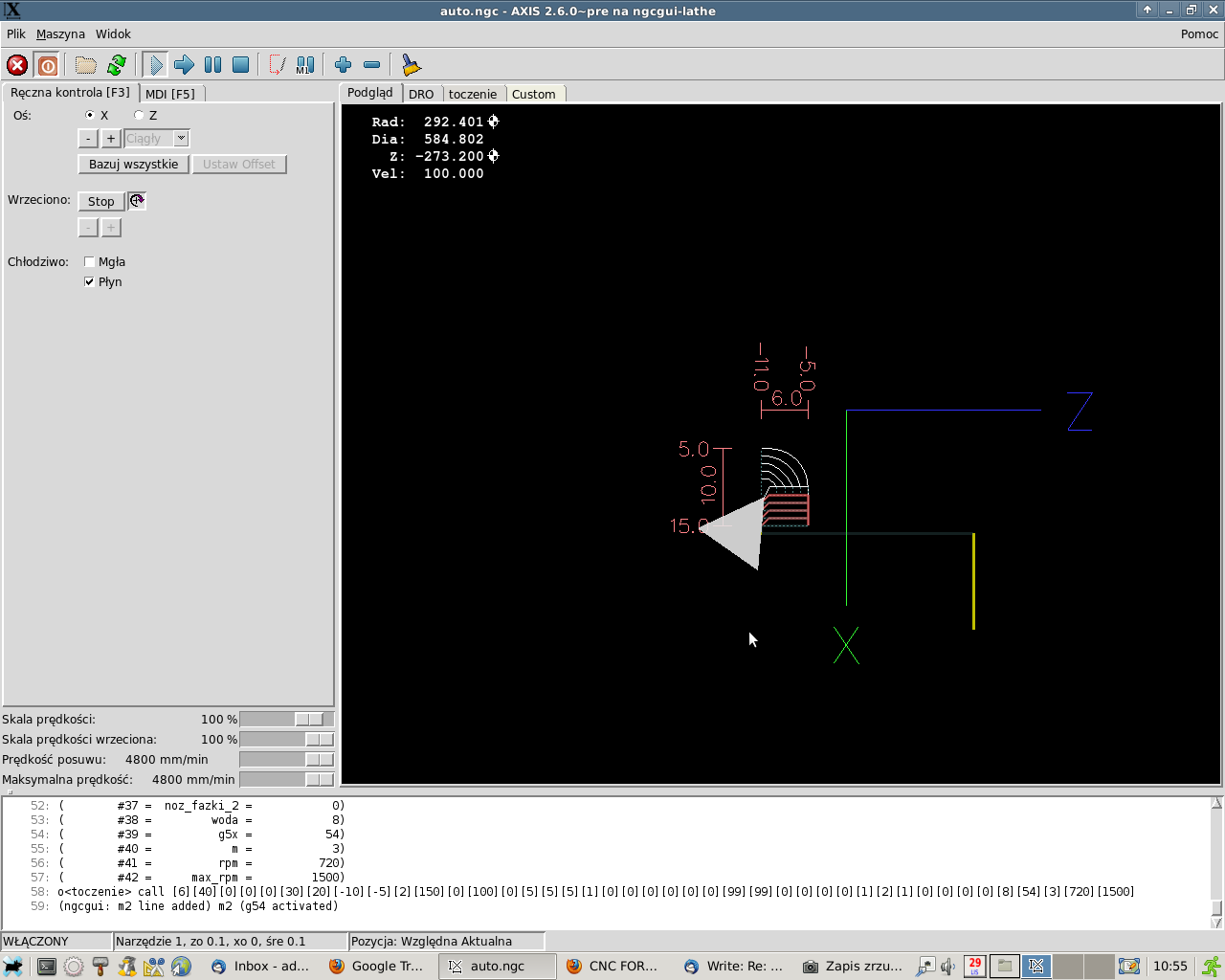
We are in from left to right. Face off automatically.
Loading Image... Loading Image...
Loading Image...
Writing this subroutine will take me some time. Presented here, maybe
1/4 of its current capabilities.
Reach them even 3 times as much.
NGCGUI allows you to create a complex of several subroutines operations.
You can save it to a file by pressing Ctrl-S and do it repeatedly.
LinuxCNC to edit it when you should file a record of the procedure
NGCGUI automatically create tabs filled with data from the file
memorized. Are you planning to enter the import of data from a file to
NGCGUI?
Regards
Miki